德州瑞和機械有限公司
專注產品系統研發、生產,為您提供一站式工程解決方案
24小時咨詢熱線:
13583467678
德州瑞和機械有限公司
專注產品系統研發、生產,為您提供一站式工程解決方案
24小時咨詢熱線:
13583467678

聯系人:劉經理
手 機:13583467678
郵 箱:840194543@qq.com
網 址:outf.cn
地 址:山東省德州市德城區幸福大道京津魯冀產業園B區12號
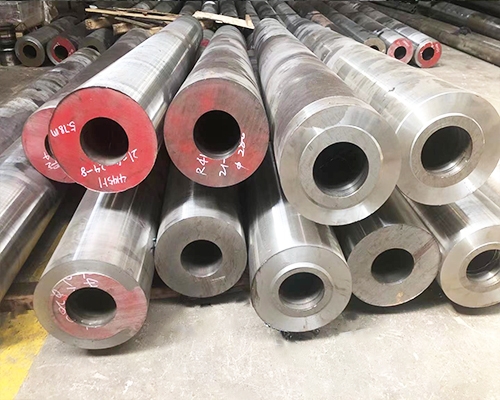
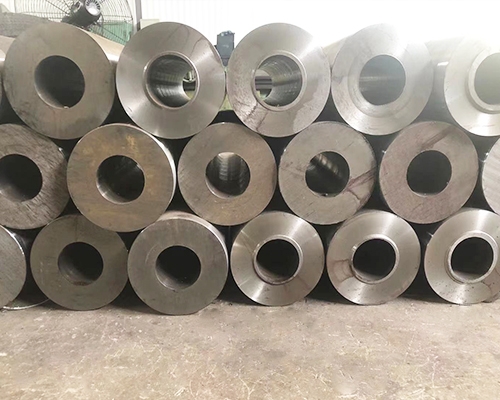
深孔加工過程中孔的內孔表面粗糙度值高怎么處理!!!
消防排煙風機溫升問題
1)內孔表面粗糙度值高產生原因
切削速度過高;切削液選擇不合適;鉸刀主偏角過大,鉸切削刃口不在同一圓周上;鉸孔余量太大;鉸孔余量不均勻或太小,局部表面未鉸到;鉸刀切削部分擺差超差、刃口不鋒利,表面粗糙;鉸切削刃帶過寬;鉸孔時排屑不暢;鉸刀過度磨損;鉸刀碰傷,刃口留有毛刺或崩刃;刃口有積屑瘤;由于材料關系,不適用于零度前角或負前角鉸刀。

深孔加工
2)內孔表面粗糙度值高解決措施
降低切削速度;根據加工材料選擇切削液;適當減小主偏角,正確刃磨鉸切削刃口;適當減小鉸孔余量;提高鉸孔前底孔位置精度與質量或增加鉸孔余量;選用合格鉸刀;修磨刃帶寬度;根據具體情況減少鉸刀齒數,加大容屑槽空間或采用帶刃傾角的鉸刀,使排屑順利;定期更換鉸刀,刃磨時把磨削區磨去;鉸刀在刃磨、使用及運輸過程中,應采取保護措施,避免碰傷;對已碰傷的鉸刀,應用特細的油石將碰傷的鉸刀修好,或更換鉸刀;用油石修整到合格,采用前角5°-10°的鉸刀。